
一、板的平焊
平焊一般采取左焊法,如圖2-15所示。
焊接時(shí),當(dāng)焊接處加熱至紅色時(shí),還不能加入焊絲,必須等焊接處熔化并形成熔池時(shí),才可加入焊絲。當(dāng)送進(jìn)焊絲后,焊絲端部碰到熔池邊緣上,發(fā)生黏住現(xiàn)象,這時(shí)不要用力拔焊絲,可用火焰加熱黏住的地方,焊絲就會(huì)自行脫離。
氣焊過(guò)程中若發(fā)現(xiàn)熔池突然變大,且沒(méi)有流動(dòng)金屬,即表明焊件已被燒穿,這時(shí)應(yīng)迅速提起焊炬,減小焊嘴傾角,多加焊絲,待穿孔填滿后,再以較快的速度向前施焊。
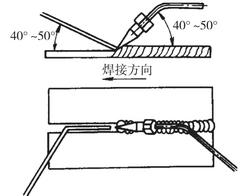
圖2-15 平焊的操作示意圖
若發(fā)現(xiàn)熔池過(guò)小或未形成熔池,焊絲端部熔化后的熔滴與焊件不熔合,而只是敷在焊件表面,這表面加熱焊件的熱量不足。這時(shí)應(yīng)適當(dāng)增大火焰能率,即調(diào)節(jié)氧氣和乙炔調(diào)節(jié)閥,增大氧氣和乙炔的流量;若熱量不足是由于焊炬移動(dòng)速度過(guò)快而造成的,此時(shí)應(yīng)適當(dāng)降低焊接速度,增大焊嘴傾角,待形成正常熔池后再繼續(xù)填加焊絲施焊。
若出現(xiàn)熔池內(nèi)液體金屬被吹出的現(xiàn)象,說(shuō)明氣體流量過(guò)大或焰心離熔池太近,此時(shí)應(yīng)立即調(diào)整火焰能率或使焰心與熔池保持適當(dāng)?shù)木嚯x。
若出現(xiàn)熔池不清晰且有氣泡,火花飛濺加大或熔池內(nèi)金屬沸騰的現(xiàn)象,這說(shuō)明火焰種類(lèi)選擇不當(dāng),此時(shí)應(yīng)及時(shí)將火焰調(diào)節(jié)成中性焰,然后再繼續(xù)進(jìn)行焊接。
熔池凝固后還需要繼續(xù)焊接時(shí),應(yīng)將原熔池周?chē)訜幔?dāng)熔池變得清晰明亮后,再加入焊絲繼續(xù)焊接。
當(dāng)進(jìn)行角焊縫的平焊時(shí),由于熔池金屬的下淌,往往在立板處產(chǎn)生咬邊和焊角尺寸不等這兩種缺陷。焊接前,應(yīng)首先加熱起焊處的平板,此時(shí)焊嘴與平板的夾角可達(dá)80°~90°,如圖2-16所示。當(dāng)平板的起焊部位被加熱到暗紅色時(shí),再逐漸將火焰轉(zhuǎn)向立板。只有當(dāng)起焊處形成熔池后,方可加入焊絲,切不可過(guò)早地填加焊絲,以免造成根部焊不透的缺陷。
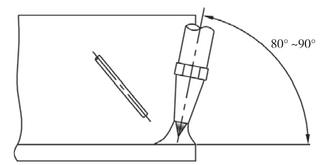
圖2-16 預(yù)熱時(shí)焊嘴與平板的相對(duì)位置
焊接過(guò)程中,焊嘴與平板之間應(yīng)保持45°~50°的夾角,與立板之間的夾角一般為20°~30°,與焊絲的夾角為110°左右,如圖2-17所示。焊絲應(yīng)始終浸入熔池,以防火焰對(duì)熔化金屬過(guò)多的加熱,避免熔池金屬下淌。
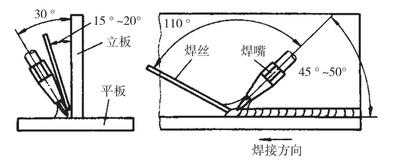
圖2-17 平角焊操作方法示意圖
焊接過(guò)程中,焊嘴要做螺旋式的擺動(dòng),以便形成焊腳尺寸相等的焊縫。為避免立板咬邊,需要時(shí)刻觀察熔池,以便及時(shí)調(diào)整焊嘴傾角和焊絲填充量,有效地控制熔池溫度。
收尾時(shí),應(yīng)適當(dāng)減小焊嘴與平面的夾角,提高焊接速度和適當(dāng)增加焊絲的填充量。收尾時(shí),可適當(dāng)提高焊炬,并不斷地向熔池內(nèi)填加焊絲,直至將熔池填滿后,方可撤離焊炬。
厚度小于2mm的薄鋼板氣焊時(shí),一般采用卷邊對(duì)接接頭,如圖2-18所示。這時(shí)可不用填加焊絲,只需用火焰將卷邊部分熔化即可。
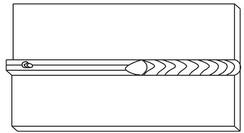
圖2-18 薄板卷邊對(duì)接氣焊
氣焊薄鋼板時(shí),焊嘴傾角要小些,為10°~20°,并注意熔池溫度,如果發(fā)現(xiàn)局部間隙過(guò)大而使焊縫下凹,可適當(dāng)填充一些焊絲。當(dāng)板材卷邊困難時(shí),也可采用不卷邊的對(duì)接接頭,但要防止焊件過(guò)熱及燒穿,焊嘴傾角20°~30°,并且焊接火焰不要直接對(duì)著焊件,可略偏向焊絲,并均勻地填充焊絲和掌握焊接速度。在氣焊過(guò)程中,焊嘴應(yīng)根據(jù)熔池溫度不斷地上下跳動(dòng)。
4mm厚的鋼板對(duì)焊時(shí),將兩塊鋼板對(duì)齊并放平,留有2mm的間隙,先進(jìn)行定位焊,然后采用左焊法焊接。
氣焊鋼板,當(dāng)焊縫較短時(shí),可由一端連續(xù)焊向另一端。當(dāng)焊縫較長(zhǎng)時(shí),為防止起焊端產(chǎn)生裂紋,可在起焊處向相反方向焊接20~30mm后,再向正方向焊接,如圖2-19所示。
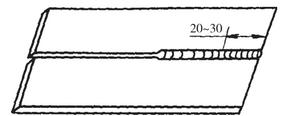
圖2-19 焊縫較長(zhǎng)時(shí)的焊接
當(dāng)焊縫較長(zhǎng)或焊縫呈環(huán)形時(shí),為減少焊接變形,除進(jìn)行必要的定位焊外,還應(yīng)采取跳焊法或逐步退焊法等工藝,如圖2-20所示。
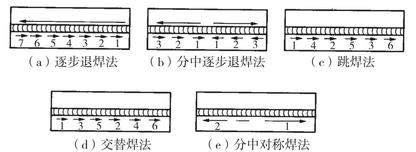
圖2-20 采用不同焊接順序的對(duì)接焊縫











